����ժҪ: ��������̼�� 17Cr2Ni2MoVNb �ֽ�����������̼���鼰֮��Ĵ�����顣���������ͬ 20Cr2Ni4A ����ȣ�17Cr2Ni2MoVNb ����̼������ǿ�����γ���״̼������ʵ�����ǿ������ɢ��̼�ƣ�1. 2% ǿ����̼�� + 0. 80% �� 0. 85% ��ɢ��̼����ϸ�������ʵ����������̼����� 770 �� 790 ���� + 180 ��ػ���̼��Ӳ��( ≥60 HRC) �ͻ���( ����̼��) Ӳ��( 40 HRC ����) �Ⱦ�����ͼ������Ҫ��
�����ؼ���: 17Cr2Ni2MoVNb ��; ��̼; ��״̼����; ̼��; ���
����20Cr2Ni4A ����һ�ֵ��͵����س�����̼�֣��㷺Ӧ���ھ��ó�������װ��[1]������ 20Cr2Ni4A �ִ��Ը��Ҿ����ϴ�������ij��ֳ�Ȧ�������ȴ����������ء�ƣ������������Χ��[2-4]������������⣬���������о���Ժ�ͱ����ظ�����˾�ȵ�λ���������� 17Cr2Ni2MoVNb ������̼��[5]��
�������� V �� Nb �ļ��뼰�Ͻ��ֶε�Ӧ�ã�ʹ 17Cr2Ni2MoVNb �ֵľ����õ���ϸ��[6]�������Ƚϴ�ͳ����ұ���� 20Cr2Ni4A ��ϸ 1 �� 2 ���ȼ������������о���Ժ��� 17Cr2Ni2MoVNb ����̼����������ƣ�������о�������ת����ƣ�ͺ͵�Ӵ�ƣ�͵Ƚ� 20Cr2Ni4A �־���һ�����ȵ����������ڴ����ۺϴ���װ�ü��������ش�[7]������ 17Cr2Ni2MoVNb ��Ϊ�²��ϣ�����̼��������ޱ����ֲ�ɽ���������Ըò��ϵ���̼����ս����о����� �� �� 20Cr2Ni4A ����̼�����Ϊ������ͨ�����飬�������������ҹ�˾������ 17Cr2Ni2MoVNb �ֵ���̼����ա�
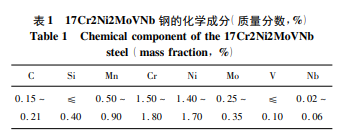
����1 ������ϼ�����
������������ 17Cr2Ni2MoVNb �ֵĻ�ѧ�ɷּ��� 1�����������촦��Ϊ ��45 mm × 500 mm ���ģ��ͺ�������𣬹���Ϊ 930 �� × 60 min����ɢ���䣬�������Ӳ���� 35 HRC ���ң������ڴּӹ�����˽��и��»ػ���������Ϊ 650 �� × 120 min�����䡣����Ԥ���������ӹ��� 18 mm × 18 mm × 35 mm ����̼�Կ�ͦ�40 mm × 50 mm �Ĵ���Կ飬�ֱ������̼����ʹ�����顣
������̼�ʹ���豸Ϊ TQF-8-ERM �ɿ����ն���¯���ػ��豸Ϊ D-8-E �ػ�¯���ȴ��������豸���ڼ�⣬���� GB /T 9452—2012���ȴ���¯��Ч�������ⶨ������������¯( ≤ ± 5 �� ) Ҫ��; �����Ϊ MT355 �ּ�����ͣ����ǰ���º㶨Ϊ( 60 ± 1) �� ; ��̼����Ϊ���顣
����2 ������������
����2. 1 ��̼����
�����ο� 20Cr2Ni4A ����̼���գ��� 17Cr2Ni2MoVNb �������� 20Cr2Ni4A ��ͬ¯������̼ + ���»ػ���̼��Ҫ���ղ���Ϊ: ��̼�¶�Ϊ 930 �棬ǿ����̼��Ϊ 1. 25% ����ɢ��̼��Ϊ 1. 0% ����̼����Ϊ 1. 2 mm���ػ��������������֯����ͼ 1 ��ʾ����ͼ 1 ��֪��17Cr2Ni2MoVNb ����̼�������ص���״̼����� GB /T 25744—2010���ּ���̼���ػ������顷����Ϊ 6 ����Ϊ���ϸ�Ʒ( 1 �� 3 ��Ϊ�ϸ�) ��20Cr2Ni4A ������֯���쳣����״̼���V��Ϊ 1 ����
�������� ͬ �� �� �� �� �� �� ����̼ԭ����֪�� 20Cr2Ni4A �ֿ���״̼������������� 17Cr2Ni2Mo ��[8-9]����̼�ƽϸߵ�����£�17Cr2Ni2Mo �������γ���״̼����[10]��ͬ¯�������˵�� 17Cr2Ni2MoVNb �ּ̳��� 17Cr2Ni2Mo �ֿ���״̼�������ܽϲ�����ԡ�Ϊ��һ����֤�������ۣ�����������ĥ����ֱ�������Ǽ����㺬̼����������ͼ 2���Ӽ������֪��17Cr2Ni2MoVNb �ֱ���ĺ�̼�����Ը��� 20Cr2Ni4A �֣����ߵı���̼Ũ�ȵ�����״̼�����γɡ�
����Ϊ���� 17Cr2Ni2MoVNb ����̼���γ���״̼��������������� 2 ��ʾ�������Ż�����: ����̼�¶Ȳ��䣬��ɢ��̼�Ʋ��䣬����ǿ����̼��; ����̼�¶Ȳ��䣬ǿ����̼�Ʋ��䣬������ɢ��̼�ơ�����̼�ƺͲ����Ϊ�����趨ֵ��
�������շ��� I ������̼�������������֯��⣬��ͼ 3 ��ʾ����ͼ 3 ����֯��֪��ǿ����̼��Ϊ 1. 20% �� 1. 15% ʱ������������״̼��������ԭ��¯�����������ͣ�ǿ����̼��Ϊ 1. 10% �� 1. 05% ʱ��δ��������״̼�������ǿ����̼��Ϊ 1. 10% �� 1. 05% ���������ڴ�ĥ 0. 1 mm ����б���̼Ũ�ȼ�⣬��̼Ũ���� 1. 1% ����; �� 790 �� × 60 min ��� + 180 �� × 240 min ���»ػ����������̼��Ӳ�ȼ�⣬��Ӳ��≥60 HRC���ܹ����㼼��Ҫ��
�������շ��� II ������̼�������������֯��⣬�� �� �� ͼ 4 �� ʾ���� ͼ 4 �� ֪���� ɢ �� ̼ �� Ϊ 0. 95% �� 0. 90% ������������״̼��������ԭ��¯�����������ͣ���ɢ��̼�� < 0. 90% ������δ��������״̼���������ɢ��̼�� < 0. 90% ���������ڴ�ĥ 0. 1 mm ����б���̼Ũ�ȼ�⣬0. 85% ������ 0. 80% ������̼Ũ����1. 0%���ң�0. 75%������ 0. 70% ������̼Ũ���� 0. 9% ����; �� 790 �� × 60 min ��� + 180 �� × 240 min ���»ػ����������̼��Ӳ�ȼ�⣬0. 85% ������ 0. 80% ������Ӳ��≥60 HRC���ܹ����㼼��Ҫ�� 0. 75% ������ 0. 70% ����Ϊ55 �� 58 HRC���Ե��ڼ���Ҫ��
�������֪ʶ�Ƽ�������Ū����������
�����ӷ�����ͷ�������������֪�������й��յĻ����ϣ�1. 05% �� 1. 10% ǿ����̼�� + 1. 0% ��ɢ��̼����Ϻ� 1. 2% ǿ����̼�� + 0. 80% �� 0. 85% ��ɢ��̼����Ͼ����� 17Cr2Ni2MoVNb ����̼������ǿ����̼�ƽ��ͻᵼ����̼��ʱ��ӳ����������ѡ���� 1. 2% ǿ����̼�� + 0. 80% �� 0. 85% ��ɢ��̼����ϡ�
����2. 2 �������
�����ҹ�˾������ 17Cr2Ni2MoVNb ����̼�����Ҫ���ڴ����ۺϴ���װ�þ��ܳ��ֵ����������ֳ�����̼������Ҫ���о��ӹ����ر��Ǵ������ij��֣�������Ӳ��≥42 HRC���Բ�ݵ���ĥ��dz����أ���ˣ��ڵõ���ǿ����̼�����ͬʱ��ϣ������Ӳ�� < 42 HRC ������ͼֽ≥35 HRC ��Ҫ��Ϊ�����Ҫ������������ 3 ��ʾ�Ĵ���ս������� ( �����ʱ���Ϊ 90 min���� �� �� �� ʱ �� �� Ϊ 240 min) ���������ǰ���Ƚ�����������̼����̼����Ϊǰ������ȷ�ϵIJ�����
���������������̼�����Ӳ�ȼ�⣬750 �� ���ͼ 5 17Cr2Ni2MoVNb ����̼ + ��� + �ػ���Ӳ���ݶ� Fig. 5 Hardness gradient of the 17Cr2Ni2MoVNb steel after carburizing��quenching and tempering ������Ӳ���� 55 HRC ���ң�≥770 ����������Ӳ�Ⱦ�≥60 HRC��������¶�≥770 ��������ؾ������м䴦�����и���������з���̼��( ����) ��Ӳ�ȼ�⣬������ͼ 5����ͼ 5 ��֪�������Ļ���Ӳ�����Ŵ���¶ȵĽ��Ͷ����ͣ�770 �� �� 790 �� ��������Ļ���Ӳ��Լ 40 HRC������ͼ������Ҫ����¶�≥770 �� ʱ�����Ϊ ��40 mm × 50 mm �� 5 ���������Ѵ������Խ� 17Cr2Ni2Mo ǿ��ӦΪ V��Nb �������¡�
������ 770 ��� 790 �� ����������������֯��⣬��ͼ 6 ��ʾ���ɼ��������о�δ���ֿ�״���������������Ӳ���� 55 HRC ���ң�≥770 ����������Ӳ�Ⱦ�≥60 HRC��������¶�≥770 ��������ؾ������м䴦�����и���������з���̼��( ����) ��Ӳ�ȼ�⣬������ͼ 5����ͼ 5 ��֪�������Ļ���Ӳ�����Ŵ���¶ȵĽ��Ͷ����ͣ�770 �� �� 790 �� ��������Ļ���Ӳ��Լ 40 HRC������ͼ������Ҫ����¶�≥770 �� ʱ�����Ϊ ��40 mm × 50 mm �� 5 ���������Ѵ������Խ� 17Cr2Ni2Mo ǿ��ӦΪ V��Nb �������¡��� 770 ��� 790 �� ����������������֯��⣬��ͼ 6 ��ʾ���ɼ��������о�δ���ֿ�״��������쳣��֯���������ȷ������¶�Ϊ 770 �� 790 �档
����3 ������֤
����ͨ��������������ȷ����̼����պ��ҹ�˾�����˳��֡���Ȧ�����������̼��Ʒ��С�����������ƣ���Ʒ���������������������ʾ��Ʒ��Ӳ��ָ�������ͼֽ����Ҫ������֯���쳣����״̼�����Ϊ 1 ��������ij����������ͺų����������ܳ����飬�ܳ�������Ϻ������쳣��
����4 ����
����1) 17Cr2Ni2MoVNb �� �� 20Cr2Ni4A �� �� �� �γ�̼�����Ҳ�����ɢ��������̼ʱ �� �� 20Cr2Ni4A �ֹ��յĻ������ʵ�����ǿ���ڻ���ɢ�ڵ�̼�ƣ� 1. 05% �� 1. 10% ǿ����̼�� + 1. 0% ��ɢ��̼����Ϻ� 1. 2% ǿ����̼�� + 0. 80% �� 0. 85% ��ɢ��̼����Ͼ����� 17Cr2Ni2MoVNb ����̼���� 1. 2% ǿ����̼�� + 0. 80% �� 0. 85% ��ɢ��̼����ϸ�������ʵ��������
����2) 17Cr2Ni2MoVNb ����̼����� 770 �� 790 ���� + 180 �� �ػ���̼��Ӳ��≥60 HRC������Ӳ���� 40 HRC ���ң�����ͼ������Ҫ��——�������ߣ��ܺ�գ��� ���� �ˣ��� ����ţ��ݣ����鶫
���������:
����[1]�� �ˣ��� ����Ī��������. 20Cr2Ni4A ����̼/��Ӧ�ȴ�������Ӧ��[J]. �����ȴ�����2018��43( 4) : 220-222. Liu Ke��Yang Bing��Mo Jingfang��et al. Application of carburization / induction heat treatment for 20Cr2Ni4A steel[J]. Heat Treatment of Metals��2018��43( 4) : 220-222.
����[2]���ľ�������ǿ��������. 20Cr2Ni4A ���ָָ�����̼�����о�[J]. �����ȴ�����2015��40( 12) : 142-145. Zhao Wenjun��Liu Guoqiang��Wang Jindong��et al. High temperature carburizing process for 20Cr2Ni4A gear steel[J]. Heat Treatment of Metals��2015��40( 12) : 142-145.
����[3]����˳����ȫ�£�Ҷ��꣬��. 20Cr2Ni4A �ֵĸ�ǿ�ͻ�����[J].�����ȴ�����2016��41( 4) : 175-177. Meng Xiangshun��Gao Quande��Ye Yujuan��et al. High strength and toughness process of 20Cr2Ni4A steel[J]. Heat Treatment of Metals�� 2016��41( 4) : 175-177.
����[4]�����ң����������� ǿ. 20Cr2Ni4A �ְ����徧����������������̼����[J]. �����ȴ�����2019��44( 2) : 205-210. Gu Yatao��Yang Minghua��Chen Qiang. Austenitic grain growth law and high temperature carburizing process of 20Cr2Ni4A steel[J]. Heat Treatment of Metals��2019��44( 2) : 205-210.
����[5]��ۿ�壬���ľ������������. 17Cr2Ni2MoVNb �� 20Cr2Ni4A �ֳ�����̼����������ƣ�������������о�[J]. �����ȴ�����2014�� 39( 7) : 12-18. Du Shaofeng��Zhao Wenjun��Hong Zhenjun��et al. Carburizing quality and bending fatigue life of 17Cr2Ni2MoVNb and 20Cr2Ni4A steel gears [J]. Heat Treatment of Metals��2014��39( 7) : 12-18.
����[6]������. ��ϸ����-�ֵ���֯ϸ����������Ƽ���[M]. ����: ұ��ҵ�����磬2003.
����[7]�� ����ë��ʱ �ݣ���. �Ͻ���̼���ֵָĽӴ�ƣ������[J]. �����о�ѧ����2009��23( 3) : 251-256. Ma Li��Wang Maoqiu��Shi Jie��et al. Rolling contact fatigue of microalloying case carburized gear steels[J]. Chinese Journal of Materials Research��2009��23( 3) : 251-256.
����[8]�� �������Һͣ��� ������. ����̼������״̼���������Ե��о�[J]. �ȴ���������װ����2017��38( 4) : 25-28. Zou Peng��Zhang Zhonghe��Zhang Bo��et al. Research of sensitivity of network carbide in advanced carburized quenching steel[J]. Heat Treatment Technology and Equipment��2017��38( 4) : 25-28.
����[9]�� ��. 17Cr2Ni2Mo ���ȴ�������̽��[J]. �ȴ���������װ���� 2010��31( 2) : 51-54. Pei Yu. Discussion on heat treatment technology for 17Cr2Ni2Mo steel [J]. Heat Treatment Technology and Equipment��2010��31 ( 2 ) : 51-54.
����[10]���ƽ����֮��������������. ���ͳ�����̼ʱ��״̼�����γɵ�ԭ�������ķ���[J]. ���ֻ�������2004��46( 3) : 230-231. Sun Guangping��Du Zhiming��Liu Changjiang��et al. Reasons and removal method for network carbide forming during carburization of large gear[J]. Turbine Technology��2004��46( 3) : 230-231.
ת����ע�����ԣ�http://www.lunwencheng.com/lunwen/dzi/21993.html
